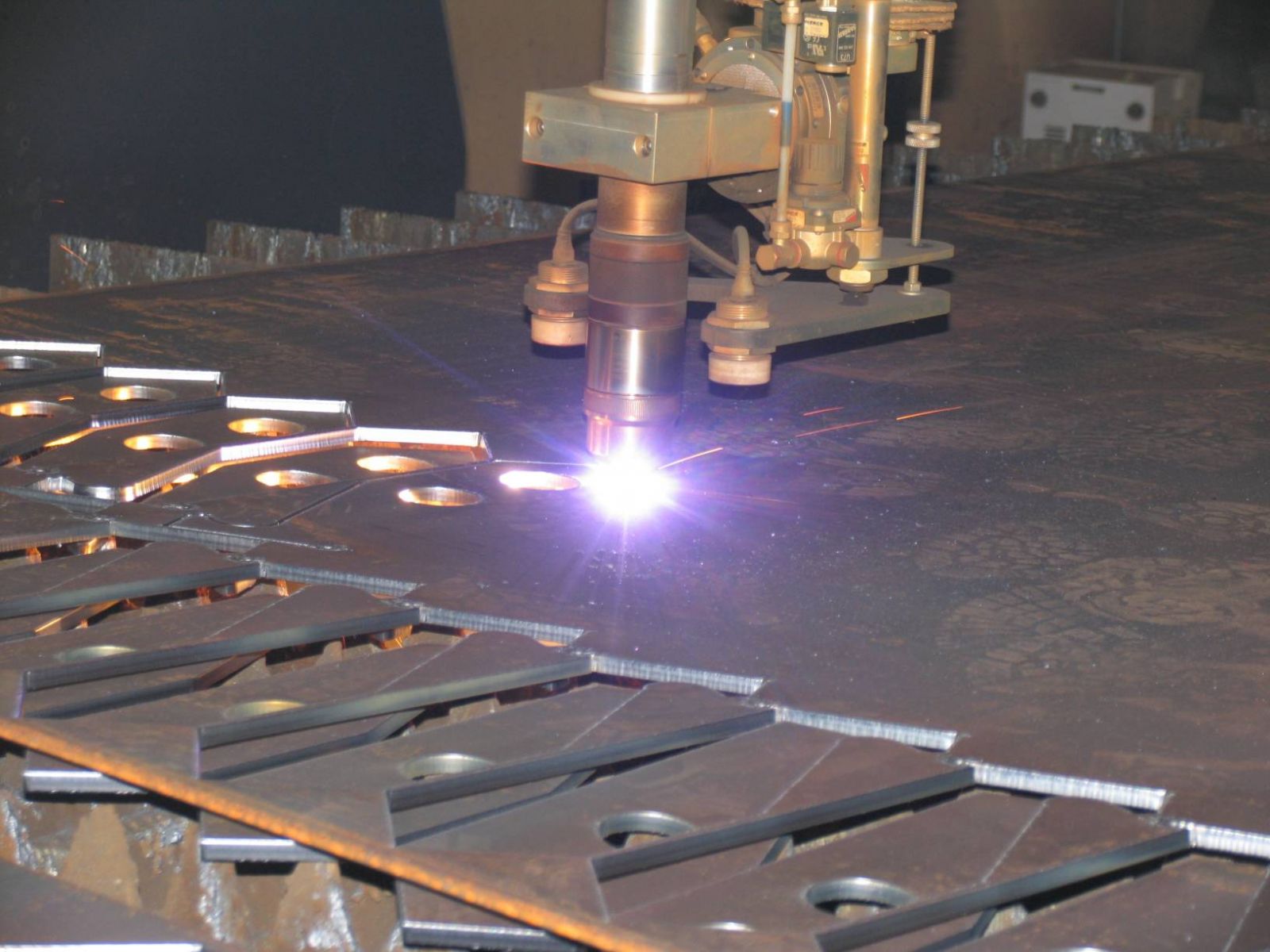
 Есть кое-что о высокоточной плазменной кромке. Он блестящая, почти стеклянная, и геометрия разреза становится более точной — с минимальным округлением и вымыванием края, идеально квадратным или близким к нему. Механизированная точная плазменная резка прошла долгий путь.
Есть кое-что о высокоточной плазменной кромке. Он блестящая, почти стеклянная, и геометрия разреза становится более точной — с минимальным округлением и вымыванием края, идеально квадратным или близким к нему. Механизированная точная плазменная резка прошла долгий путь.
Несмотря на то, что подходы различаются в зависимости от системы, эти технологии обеспечивают чистую плазменную кромку с использованием аналогичных ингредиентов.
Устранение проблем
Обычная плазменная резка имеет тенденцию оставлять округлую верхнюю кромку и краевые углы, которые не являются квадратными. Край также имеет выраженные отстающие страты, при этом факел «тянет» плазменную дугу.
Задержка вызывает проблемы для острых углов, особенно в материалах толщиной 0,5 дюйма и более. Когда верхняя часть дуги совершает резкий поворот, отстающее дно дуги натягивается и заканчивается не по пути разреза вплоть до угла, отсюда округление угла.
Режущие программы говорят, что факел замедляется, прежде чем он достигнет угла. Для лучших углов техники по-прежнему прибегают к петле, которая пробивается мимо угловой геометрии и петляет вокруг, чтобы начать новую линию разреза. Это не вариант для внутренних функций, таких как квадратные, прямоугольные и другие многоугольные отверстия, поэтому они остаются, пожалуй, самой сложной геометрией для плазмы.
Еще одна проблема с внутренними деталями, такими как отверстия и прорези, связана с вводом и выводом разреза, площадью перекрытия между тем, где дуга входит и выходит из профиля заготовки. Чтобы избежать небольшого количества дополнительного материала на краю, техник программирует плазменную головку, чтобы немного выровняться за ее пределами. Это оставляет небольшую площадь, которая по существу режется дважды, что вымывает немного больше материала по сравнению с остальной частью пропила.
Всё начинается с подачи газа. В течение миллисекунд предтекание газа в корпусе горелки (как правило, азота или воздуха, которые относительно легко ионизировать) представляет собой среду в правильном давлении, местоположении и времени. Когда выполняются правильные условия потока, высокочастотная дуга перескакивает между электродом и соплом, которая ионизирует газ.
Это преобразуется в пилотную дугу между электродом и соплом. Давление поднимается, что выталкивает дугу из отверстия сопла и передает на заготовку. Помощью передачи дуги на пластину является уровень электрического сопротивления, который делается меньше между электродом и пластиной, чем между электродом и соплом. Затем ток нарастает, и начинается второй акт: взаимодействие между плазменным газом и вспомогательным газом.