 Одним из наиболее распространённых дефектов сварки является непровар, который являет собой область соединения, на которой нет плавлений между деталями, которые свариваются. Из-за этого дефекта появляется риск того, что изделие потеряет или снизит уровень своей работоспособности. Так же он может стать причиной проявления трещинок, коррозии. Это один из самых опасных недостатков сварки.
Одним из наиболее распространённых дефектов сварки является непровар, который являет собой область соединения, на которой нет плавлений между деталями, которые свариваются. Из-за этого дефекта появляется риск того, что изделие потеряет или снизит уровень своей работоспособности. Так же он может стать причиной проявления трещинок, коррозии. Это один из самых опасных недостатков сварки.
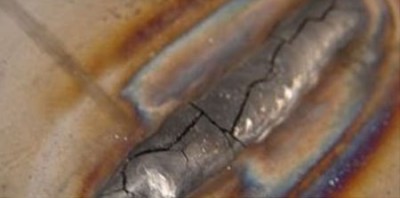
Дальше речь пойдет об пористости, то есть об газовых пузырьках в металле. Они, как правила, круглой формы. Они возникают из-за интенсивного процесса образования газа. Так как далеко не всем пузырькам газа удается подняться на верх и выйти в воздух, вот и образуются пузырьки в материале. Эти поры имеют размеры от двух до трех миллиметров в диаметре. Но за счет процесса диффузии они могут увеличиваться. Совершенно случайные причины вызывают появление одиночных пор. Но они могут и равномерно образоваться по всему шву. Трещины – этот такие дефекты, которые имеют вид микроскопичных разрушений. Как правила в начале они очень маленькие. Но под действием различных внешних факторов они увеличиваются и очень быстро распространяются. Трещины вызывают хрупкие разрушения, которые мгновенно несут в себе опасность.
Часто встречаются дефекты шлаковых включений. Это своего рода пустые полости, которые находятся в сварном швеи заполняются шлаками. Эти шлаки просто не успевают выйти на поверхность шва. Чаще всего они возникают тогда, когда имеет место большая скорость процедуры сварки. Так же причиной их появления может быть и грязь в кромках. Так же если плохо очистить поверхность материалов и проводить многошаговую сварку, в таком случае тоже может возникнуть шлаковое включение. Это тоже очень опасный дефект.
Причинами его возникновения, как правило, являются следующие вещи. Это большой вес шлака, большая поверхность натяжения шлака, некачественная очистка материала, затекания шлаковой смеси в зазоры между материалами, неравномерность плавки. Часто встречается и такой дефект как пережог – это недостаток, который характеризуется окислением по границам зерен. Среди причин пережога стоит назвать медленность процесса движения источников тепла и большой ток.
От пережога отличается прожог. Это такой дефект сварки, сущность которого в том, что через отверстия в швах вытекает металл и за счет этого образуется полость. Этот дефект за собой влекут сильная сила тока, медленность передвижения устройства нагрева, тонкий металл и другое.
Подрез – это дефект, которому свойственно локальное уменьшение толщины металла в форме канавки, что располагается вдоль самого сварного шва. Этот дефект встречается чаще всех остальных. Часто случается и так, что между металлами отсутствует сплавление по всему периметру. Причиной этому является повышенная скорость и сила тока больше чем одна тысяча пятьсот Амперов. Чтоб предотвратить появление этого дефекта, нужно уменьшить разрыв во времени между формированием и канавки и ее заполнением. Так же нужно уменьшить и скорость сварки. Лучше медленнее, но более эффективно. Важно уследить за тем, чтоб металл был тщательно очищен от грязи и масла.