 Смягчающая коррозия
Смягчающая коррозия
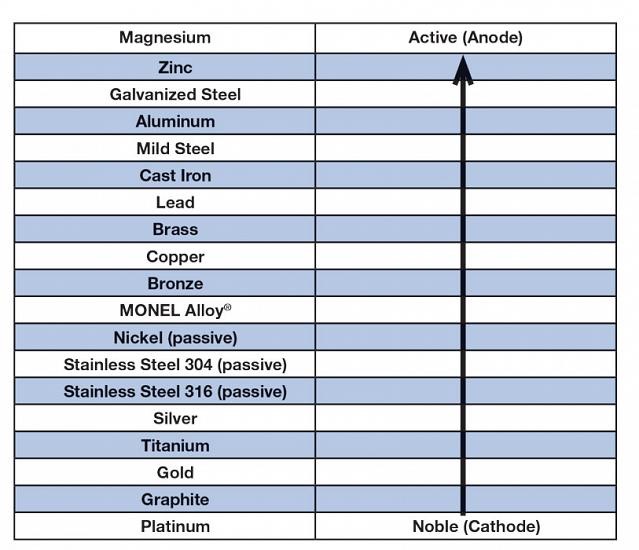
Поскольку коррозия развивается в электрической цепи, прекращение коррозии является делом разрушения электрической цепи. Читать далее Как предотвратить коррозию метала и сварных швов?
Архив рубрики: СВАРОЧНОЕ ОБОРУДОВАНИЕ
Типы коррозий. Причины коррозии металла
 Типы коррозии
Типы коррозии
Несколько типов коррозии или потери энергии, как правило, встречаются с материалами в различных применениях. Коррозия классифицируется по особенностям, которые запускают и поддерживают процесс коррозии. Читать далее Типы коррозий. Причины коррозии металла
Что такое коррозия и как ее предотвратить
 Для всей повреждающей коррозии и трудностей, с которыми сталкиваются производители, процесс развития коррозии не является загадкой. Хотя это может принимать несколько форм, коррозия обычно может быть прослежена по одной причине: энергия, текущая из одного материала в другой. Читать далее Что такое коррозия и как ее предотвратить
Для всей повреждающей коррозии и трудностей, с которыми сталкиваются производители, процесс развития коррозии не является загадкой. Хотя это может принимать несколько форм, коррозия обычно может быть прослежена по одной причине: энергия, текущая из одного материала в другой. Читать далее Что такое коррозия и как ее предотвратить
Какие сварочные швы крепче?
 Производитель промышленных воздуходувок и корпусных агрегатов спрашивает команду «Уголок расходных материалов», необходимо ли переключиться вверх/вниз в GMAW-P на FCAW при вертикальной сварке. Читать далее Какие сварочные швы крепче?
Производитель промышленных воздуходувок и корпусных агрегатов спрашивает команду «Уголок расходных материалов», необходимо ли переключиться вверх/вниз в GMAW-P на FCAW при вертикальной сварке. Читать далее Какие сварочные швы крепче?
Качественная сварка: этапы работы
 На что способно сварочное оборудование при правильном выборе материала?
На что способно сварочное оборудование при правильном выборе материала?
После того, как вы определили свой наполнитель и оборудование, основываясь на вашей заявке, рассмотрите возможности вашего сварочного оборудования. Может ли он отвечать требованиям работы? Читать далее Качественная сварка: этапы работы
Условия для качественной сварки
К высококачественным сварным швам: от использования правильных методов сварки до выбора правильного оборудования, расходных материалов и присадочных металлов. Читать далее Условия для качественной сварки
Проекционный сварка: особенности работы
Проекционная сварка: особенности работы
Проекционная сварка — это тип контактной сварки, которая фокусирует ток и силу в одной точке или линии в начале сварного шва. Одно из основных отличий между обычной контактной сваркой листа и контактной сваркой заключается в том, что проекционная сварка представляет собой динамический процесс, включающий значительное перемещение верхнего электрода. Читать далее Проекционный сварка: особенности работы
Использование пропилена и пропана
 Пропилен
Пропилен
Пропилен быстро стал самым предпочтительным газообразным кислородом в промышленности. Обнаруженный в природе как побочный продукт переработки нефти и переработки природного газа, пропилен используется в металлообрабатывающей промышленности с начала 1970-х годов. Читать далее Использование пропилена и пропана
Топливные газы для резки углеродистой стали: применение ацетилена
 Топливные газы для резки углеродистой стали: применение ацетилена
Топливные газы для резки углеродистой стали: применение ацетилена
Ацетилен
Ацетилен, впервые обнаруженный в 1836 году профессором химии Эдмундом Дэви, использовался для резки более 100 лет. В сочетании с соответствующим количеством кислорода (1-к-1) он имеет самую высокую температуру пламени — свыше 5800 градусов F при температуре нейтрального пламени 5580 градусов и минимальной температуре вторичного пламени. Работа вторичного пламени — большая внешняя лампа (обычно голубая), окружающая внутреннюю колонну белого пламени, — это предварительный нагрев стали для плавления или резки внутреннего (первичного) пламени. Читать далее Топливные газы для резки углеродистой стали: применение ацетилена
Безопасность при выборе газа для сварки
 Сегодня стоит упомянуть о стандартах выбора газа для кислородной сварки. Нередко случается так, что сами сварщики понятия не имеют с чем именно им приходится иметь дело. Они умело пользуются инструментами для резки и сварки, знают предназначения элементов с которыми работают, но не до конца осознают всю опасность своей работы. А ведь порой даже неправильная перевозка материалов может стать серьезной угрозой вашему здоровью.
Сегодня стоит упомянуть о стандартах выбора газа для кислородной сварки. Нередко случается так, что сами сварщики понятия не имеют с чем именно им приходится иметь дело. Они умело пользуются инструментами для резки и сварки, знают предназначения элементов с которыми работают, но не до конца осознают всю опасность своей работы. А ведь порой даже неправильная перевозка материалов может стать серьезной угрозой вашему здоровью.
О самых главных правилах и стандартах во время процесса резки, мы расскажем в нашей статье. Детальнее с правилами безопасности вы можете ознакомиться, пересмотрев некоторые положения указанные в нашей публикации.
Выбор газа для кислородной резки
Характеристики и предостережения
Топливные газы использовались в производстве в течение десятилетий, но насколько производители знают о том, что стало такой общей частью производственного процесса? Фил Эванс, сертифицированный инспектор по сварке и педагог, обсуждает основы.
Топливные газы уже давно используются для резки и нагрева металла, но насколько же производители металлоизделий действительно знают об этой самой распространенной части производственного процесса? Мы достаточно информированы, чтобы сделать лучший выбор топливного газа для кислородно-газовой резки?
Резка кислородом — процесс, используемый для растапливания стали посредством химической реакции кислорода с основным металлом при повышенной температуре. Как только кислород смешивается с топливным газом, температура быстро увеличивается до точки, достаточно высокой, чтобы расплавить сталь. Процесс кислородной резки представляет собой не что иное, как быстрое окисление, известное также как горение.
Конечно, стоимость всегда вызывает беспокойство у изготовителей, а стоимость топливного газа, будь то ацетилен, пропилен или пропан, обычно составляет от 20 до 25 процентов от общей стоимости резания. Но даже больше, чем стоимость, безопасность — это самая важная проблема.
Подраздел OSHA Q 29 CFR 1910.253 имеет некоторые жесткие требования к газовой резке и сварке газообразным топливом. Сильные ожоги и взрывы вероятны, если работники не знают и не понимают этих требований. Национальная система противопожарной защиты (NFPA), стандарт 51, системы кислородно-топливного газа для сварки, резки и стандарт NFPA 58, хранение и обращение с сжиженными нефтяными газами также охватывают топливные газы. OSHA 49 CFR 195 охватывает перевозки по бездорожью баллонов с сжатым газом — правила, которые применяются государственными департаментами транспорта.
Нижеследующее сравнение топливных газов относится к их использованию при резке углеродистой стали, которая плавится при температуре около 2760 градусов по Фаренгейту. Для точного сравнения газов производители должны учитывать их теплопередающие свойства, температуру пламени, потребление кислорода, распределение тепла, безопасное рабочее давление, транспортировку и обработку. И изготовители должны убедиться в том, что они имеют правильный размер и стиль наконечника, газовый шланг и регулятор для применения.